二、主要生产设备、检测设备明细
|
序号 |
设备名称 |
规格型号 |
数量 台/套 |
主要技术性能 |
|
一 |
Ф529螺旋焊管机组 |
Ф219~Ф529 |
1 |
适应材质≤16Mn(X52),板厚5~8mm,钢带宽度400~800mm,卷重≤12t 的钢卷,可生产直径Ф219~Ф529mm的螺旋焊管。 |
|
1 |
开卷机 |
Ф219~Ф529 |
1 |
采用下拆式开卷,可拆内径Ф610~Ф760mm、外径Ф1540~Ф1720mm、材质≤16Mn(X52)、卷重≤12t的钢卷。 |
|
2 |
五辊矫平机 |
Ф219~Ф529 |
1 |
下压式矫平机,上二下三辊排列,下辊主动,可对板宽400~800mm,板厚5~10mm的钢板矫平。 |
|
3 |
剪切对焊装置 (含自动埋弧焊机) |
焊机为MZ-1-1000 |
1 |
采用上剪刃下行剪切,剪板机与对头焊机连成一体,可剪板宽≤800mm。焊机额定电流1000A,空载电压≥60V,负载持续率100% |
|
4 |
递送机 |
Ф219~Ф529 |
1 |
该机为整个机组的牵引、递送、成型的主动力源,辊径290mm,递送力32t,递送速度0.75~3m/min。 |
|
5 |
成型器 |
Ф219-Ф529 |
1 |
为可调式全辊套外控成型,螺旋角为40~75°,可加工Ф219~Ф529mm范围内的钢管。 |
|
6 |
内外焊装置 |
NA-3(配DC-1000电源) |
2 |
适用于Ф219~Ф529mm螺旋焊缝的内外焊接,焊接速度为0.75~3m/min,额定焊接电流1000A,空载电压45~98V,负载持续率100% |
| 7 | 在线超声波检测设备 | |||
|
8 |
等离子切割机 |
Ф219~Ф529 |
1 |
适于Ф219~Ф529mm,壁厚5~10mm的钢管切 |
|
9 |
手工电弧焊机 |
SS400 |
1 |
额定焊接电流400A,空载电压≥60V,负载持续率100% |
|
SS630 |
1 |
额定焊接电流630A,空载电压≥60V,负载持续率100% |
||
|
10 |
倒棱机 |
Ф219~Ф529 |
1 |
适用于材质≤16Mn(X52)管径Ф219~Ф529mm的钢管管端加工,坡口角度和钝边尺寸任意可调,切斜≤1.5mm加工面 粗糙度3.2 |
|
二 |
φ820螺旋焊管机组 |
Ф325~Ф1020 |
1 |
适应材质≤16Mn(X52),板厚6~10mm,钢带宽度550~1250mm,卷重≤20t的钢卷,可生产直径Ф325~Ф1020mm的螺旋焊管。 |
|
1 |
开卷机 |
Ф325~Ф1020 |
1 |
采用下拆式开卷,可拆外径Ф1540~Ф1720mm、材质≤16Mn(X52)、卷重≤20t的钢卷。 |
|
2 |
引料矫平机 |
Ф325~Ф1020 |
1 |
下压式矫平机,可对板宽550~1250mm,板厚6~10mm、材质≤16Mn(X52)的钢板矫平。 |
|
3 |
剪焊机 |
Ф325~Ф1020 |
1 |
采用上剪刃下行剪切,剪板机与对头焊机连成一体,可剪板宽≤1250mm。焊机额定电流1000A,空载电压≥60V,负载持续率100%。 |
|
4 |
递送机 |
Ф325~Ф1020 |
1 |
该机为整个机组的牵引、递送、成型的主动力源,辊径290mm,递送力32t,递送速度0.75~3m/min。 |
|
5 |
圆盘剪 |
Ф325~Ф1020 |
1 |
刀盘直径Ф480mm,可对材质≤16Mn(X52)、板厚6~10mm、板宽550~1250mm的带钢边缘进行剪切。 |
|
6 |
成型器 |
Ф325~Ф1020 |
1 |
为可调试全辊套外控成型,螺旋角40~80°可加工Ф325~Ф1020mm范围内的钢管。 |
|
7 |
内外焊装置 |
NA3 (配DC1500电源) |
2 |
适用于Ф325~Ф1020m螺旋焊缝的内外焊接,焊接速度为0.75~3m/min。外焊可采用DC—AC双丝双弧焊,直流焊机额定焊接电流1500A,空载电压45~98V,负载持续率100%;交流焊机额定焊接电流1200A,空载电压45~98V,负载持续率100%。 |
|
NA4 (配AC1200电源) |
1 |
|||
|
8 |
等离子切割机 |
Ф325~Ф1020 |
1 |
适于Ф325~Ф1020mm,壁厚6~10mm的钢管切 |
|
9 |
手工电弧焊机 |
SS400 |
1 |
额定焊接电流400A,空载电压≥60V,负载持续率100%。 |
|
SS630 |
1 |
额定焊接电流630A,空载电压≥60V,负载持续率100%。 |
|
10 |
倒棱机 |
Ф325~Ф1020 |
1 |
适用于材质≤16Mn(X52)管径Ф325~Ф1020mm钢管管端加工,坡口角度和钝边尺寸任意可调,切斜≤1.5mm,加工面粗糙度3.2. |
|
三 |
Ф426螺旋焊管机组 |
Ф219~Ф426 |
1 |
适应材质≤16Mn(X52),板厚5~8mm,钢带宽度400~750mm,卷重≤12t的钢卷,可生产直径Ф219~Ф426mm的螺旋焊管。 |
|
1 |
开卷机 |
Ф219~Ф426 |
1 |
采用下拆式开卷,可拆外径Ф1540~Ф1720mm、材质≤16Mn(X52)卷重≤12t的钢卷。 |
|
2 |
夹送矫平机 |
Ф219~Ф426 |
1 |
下压式矫平机,可对板宽400~750mm,板厚5~8mm、材质≤16Mn(X52)的钢板矫平。 |
|
3 |
剪切对焊装置 |
NA-3(配DC-1000电源) |
1 |
采用上剪刃下行剪切,剪板机与对头焊机连成一体,可剪板宽≤750mm、板厚5~8mm、材质≤16Mn(X52)的钢板。 |
|
4 |
递送机 |
Ф219~Ф426 |
1 |
该机为整个机组的牵引、递送、成型的主动力源,辊径290mm,递送力32t,递送速度0.75~3m/min。 |
|
5 |
成型器 |
Ф219~Ф426 |
1 |
为可调试全辊套外控成型,螺旋角40~80°可加工Ф219~Ф426mm范围内的钢管。 |
|
6 |
内外焊装置 |
NA-3(配DC-1000电源) |
2 |
适用于Ф219~Ф426mm螺旋焊缝的内外焊接,焊接速度为0.75~3m/min,额定焊接电流1000A,空载电压45~98V,负载持续率100% |
|
7 |
等离子切割机 |
Ф219~Ф426 |
1 |
适于Ф219~Ф426mm,壁厚5~8mm的钢管切断。 |
|
8 |
手工电弧焊机 |
SS400 |
1 |
额定焊接电流400A,空载电压≥60V,负载持续率100% |
|
SS630 |
1 |
额定焊接电流630A,空载电压≥60V,负载持续率100% |
||
| 9 | 倒棱机 | Ф219~Ф426 | 1 | 适用于材质≤16Mn(X52)、管径Ф219~Ф426mm的钢管管端加工,坡口角度和钝边尺寸任意可调,切斜≤1.5mm加工面粗糙度3.2。 |
|
10 |
倒棱机 |
Ф325~Ф1020 |
1 |
适用于材质≤16Mn(X52)管径Ф325~Ф1020mm钢管管端加工,坡口角度和钝边尺寸任意可调,切斜≤1.5mm,加工面粗糙度3.2. |
|
四 |
Φ2032螺旋焊管机组 |
|||
|
1 |
送卷车 |
Φ529-Φ2032 |
1 |
大板宽1800mm, 大卷重30t. |
|
2 |
开卷臂 |
Φ529-Φ2032 |
1 |
采用下拆式开卷,可拆外径Φ1450~Φ2500mm、材质≤X70板厚6~20mm、材质≤X70的钢板初矫平。 |
|
3 |
初平机 |
Φ529-Φ2032 |
1 |
下压式矫平机,可对板宽650~1800mm,板厚6~20mm、材质≤X70的钢板初矫平 |
|
4 |
接板装置 |
Φ529-Φ2032 |
1 |
适用 大板宽1800mm,板厚6~20mm的钢板对接。 |
|
5 |
精平机 |
Φ529-Φ2032 |
1 |
下压式矫平机,可对板宽650~1800mm中,板厚6~20mm、材质≤X70的钢板精矫平。 |
|
6 |
铣边机 |
Φ529-Φ2032 |
2 |
适用 大板宽1800mm,板厚6~20mm,材质≤X70,铣边宽度≤20mm。焊机额定电流1000A,空载电压≥60V,负载持续率100%。 |
|
7 |
递送机 |
Φ529-Φ2032 |
1 |
该机为整个机组递送、成型的主要动力源, 大递送力100吨,递送辊直径Φ500mm,递送速度0.75~2.8m/min。 |
|
8 |
预弯机 |
Φ529-Φ2032 |
1 |
适用 大板宽1800mm,板厚6~20mm |
| 9 | 手动立辊 |
Φ529-Φ2032 |
1 |
适用 大板宽1800mm,板厚6~20mm |
| 10 | 倒棱机 | Ф219~Ф426 | 1 | 适用于材质≤16Mn(X52)、管径Ф219~Ф426mm的钢管管端加工,坡口角度和钝边尺寸任意可调,切斜≤1.5mm加工面粗糙度3.2。 |
| 11 | 导入台 | Φ529-Φ2032 | 适用 大板宽1800mm,板厚6~20mm | |
| 12 | 内外焊装置 | NA3(配DC1500电源) | 2 | 适用于Φ529~Φ2032mm螺旋焊缝的内外焊接,焊接速度为0.75~3m/min。外焊可采用DC-AC双丝双弧焊,直流焊机额定焊接电流1500A,空载电压45~98V,负载持续率100%;交流焊机额定焊接电流1200A,空载电压45~98V,负载持续率100%。 |
| NA4(配AC1200电源) | 1 | |||
| 13 | 切管车 | Φ529-Φ2032 | 1 | 适用直径Φ529~Φ2032mm,壁厚6~20mm的钢管切断。 |
| 14 | 平头机 | Φ529-Φ2032 | 1 | 适应材质≤X70,板厚20mm,直径Φ529~Φ2032mm的螺旋钢管的管端加工,坡口角度和钝边尺任意可调。 |
| 15 | 手工电弧焊机 | SS630 | 1 | 额定焊接电流630A,空载电压≥60V,负载持续率100% |
| ZX5-400 | 2 | 额定焊接电流400A,空载电压≥60V,负载持续率100% |
|
五 |
主要检测设备 |
|
|
|
|
1 |
静水压试验机 |
SY130 |
2 |
高试验压力150T,试验钢管直径Φ219~529mm,长度11~12.3m,端面密封。 |
| SY750 | 1 | 高试验压力750T,试验钢管直径Φ325~1020m,长度11.5~12.5m,端面密封。 | ||
| ¢140-¢381 | 1 | 高试验压力300T,试验钢管直径Φ140~381mm,长度8~12.5m。 | ||
|
¢529-¢2032 |
|
高试验压力2000T,试验钢管直径Φ529~2032m,长度11.5~12.5m。 |
||
|
2 |
在线超声波探伤系统 |
TBCTZL02型 |
1 |
8通道,垂直线性≤1%,水平线性≤1%,动态范围≥25dB,分辨率≥20dB ,灵敏度余量≥30dB,抗电磁干扰≥, |
|
3 |
超声波数字手探仪 |
QKS—958 |
4 |
灵敏度>40dB,线性误差<1%,分辨率>30dB。 |
|
4 |
X射线工业电视检查系统 |
XYD-22507/3 |
1 |
灵敏度优于2%。 大穿透能力:20mm。 |
| XYD-1520/4 | 2 | 灵敏度优于2%。 大穿透能力:25mm。 | ||
|
5 |
屏显式液压 试验机 |
WEW—600C |
1 |
采用计算机控制,适用于金属材料的拉伸、弯曲、压缩、剪切等试验, 大载荷600KN。 |
|
6 |
摆锤式冲击试验机 |
JB—300B |
1 |
大冲击能量300J。 |
|
7 |
碳硫联合测定仪 |
GS71型 |
1 |
分析结果准确,达到 规定的误差标准. |
|
8 |
分光光度计 |
7230 |
1 |
本仪器的微机采用位机中 的MCS-51系列单片机,可显示、打印处理结果,波长范围:330--900nm;波长准确度:±2nm;波长重复性:1nm. |
| 9 | 金相显微镜检测仪 |
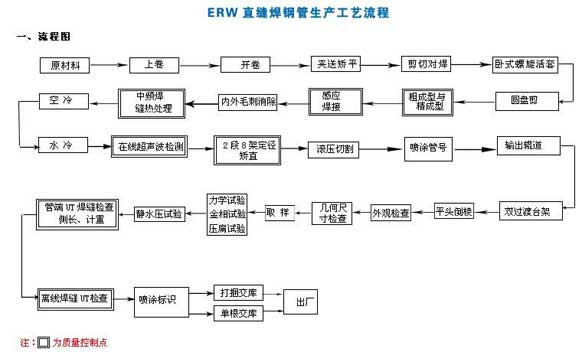
二、流程中相关设备性能能力简介
1.开卷机: 板宽为400-1250mm, 可拆内径¢610-760mm ,外径¢1200-1800(max2000mm)mm, 材质≤X70(标准APISpec5L)
2. 夹送矫平机:钢带宽度400-1250mm;钢带厚度 4-14mm;
3.剪焊机: 钢带宽度400-1250mm,钢带厚度 4-14mm , 材质X70;
4.水平螺旋活套:进料圆直径¢12000mm, 出料圆直径¢4600mm,出料圆上带钢螺旋角5.363° ,入口速度40-180m/min,出口速度8-25m/min;
5.精矫平机: 钢带宽度430-1250mm ,钢带厚度4-14mm ,矫平辊直径 ¢180mm ,辊身长1350mm。
6.圆盘切边机: 刀盘直径¢480mm, 剪切方式拉剪;
7.成型机: 钢管外径¢127- ¢381(5″-15″)钢管壁厚4-14mm, 钢管长度6-14m,高频直缝连接焊辊压冷弯(W成型)
8.焊接机组: 钢管直径¢127- ¢381mm, 壁厚4-14mm.
9.定径机组: 钢管直径¢127- ¢381mm,壁厚4-14mm;
10.滚压切割: 切割范围¢127- ¢381, 壁厚4-14mm, 切割速度30m/min。
11.平头倒棱机: 加工范围¢127- ¢381, 壁厚4-14mm,处理能力2根/min
12.静水压试验机: 适应范围¢127- ¢381, 大试验压力25Mpa,处理速度1.5根/min,
13.在线超声波探伤机:适应范围,管径¢127- ¢381, 垂直线性优于3%,水平线性优于1%,动态范围≥35dB, 缺陷检出率≥,灵敏度余量优于35dB.
14.离线超声波探伤机:适应范围,管径¢127- ¢381,垂直线性优于3%,水平线性优于1%,动态范围 ≥35dB, 缺陷检出率≥,灵敏度余量优于35dB.,
15.中频热处理器: 功率600KW2台, 加热温度:500℃-1200℃,频率1KHZ-2KHZ,速度6-25m/min, 加热宽度≥20mm,材质X70, 套管J55。
16.屏显式液压 试验机: WEW-600C,采用计算机控制,适用于金属材料的拉伸弯曲,压缩(压扁),剪切等试验 大载荷600KW。
17.摆锤式冲击试验试验机: JB-300B, 大冲击能量300J。